
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
News

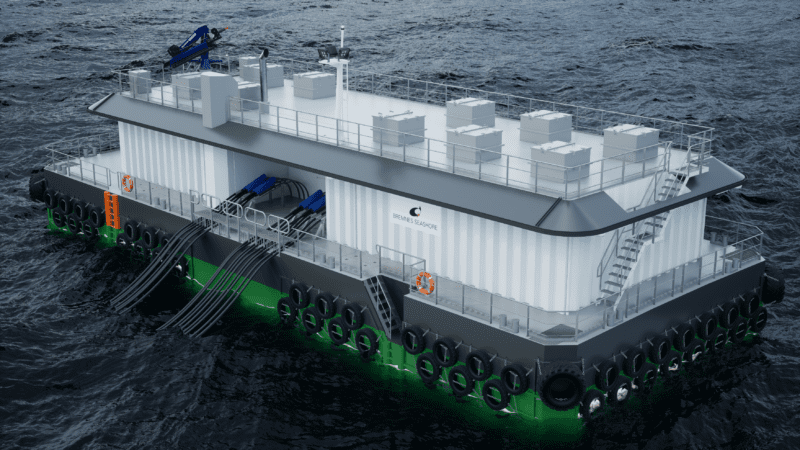
GroAqua wins the award for ‘Best Feed Barge’ at the Baird Maritime Awards
The award recognizes the 485-ton feed barge delivered to the salmon farming company, #Háafell, in Iceland in 2023. ...
17. apríl 2024

Rising from Scrap
Originally built at Vard shipyard in 2016, this feed barge was in 2021 exposed to severe icy weather conditions. Th...
14. mars 2024

Revolutionise Your Aquaculture Practices with GroVision!
We're thrilled to introduce GroVision, a cutting-edge solution propelling the future of fish farming. Optimized Fee...
21. februar 2024

Havida and GroAqua join forces to strengthen international position
Havida from Norway and GroAqua, two technology companies specializing in aquaculture feeding and sustainable fish g...
08. januar 2024

JT Electric and Sterner AquaTech UK Rebrand as GroAqua
A new brand has emerged in the aquaculture industry. GroAqua is the new name for aquatech suppliers JT electric and...
16. apríl 2023
Háafell in Iceland has signed a contract for a new feeding barge
Háafell has signed a contract with GroAqua to deliver a new-design feeding barge, equipped with its cutting-edge te...
02. mars 2023

Setting the industry standard for 50 years
Together with our competency and skills, our special facilities and tools, and our constructive and critical custom...
27. februar 2023

We celebrate 50 years anniversary
This year marks the 50th anniversary for aquatech supplier GroAqua (formerly JT electric). More than 400 guests att...
28. november 2022